
FOOD AND BEVERAGE PROCESSING EQUIPMENTS

Food Processing Plants
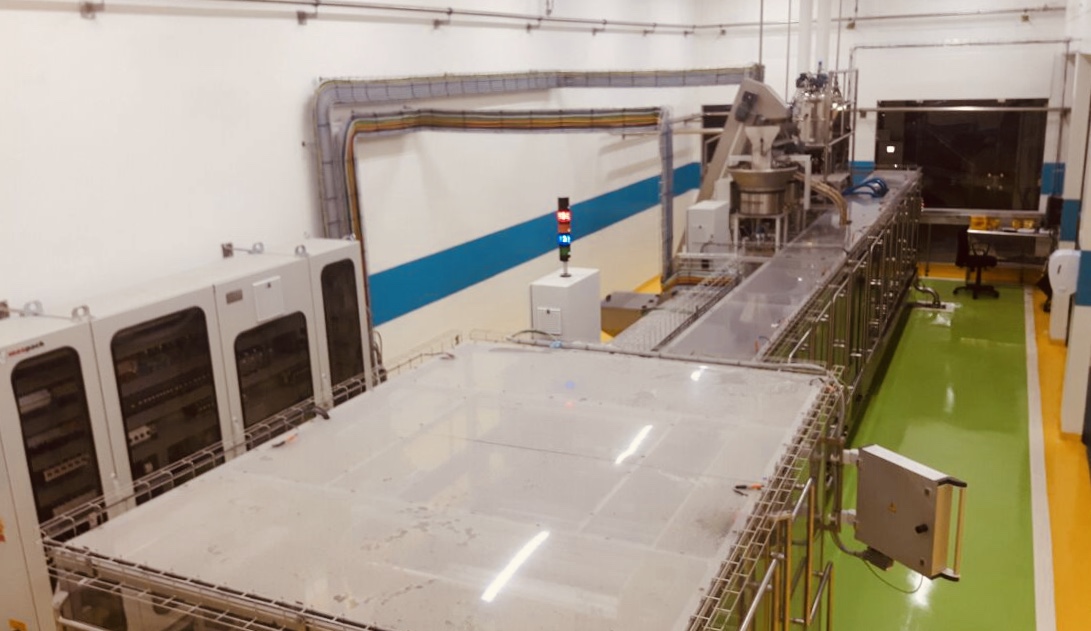
At IPM Panamá, we provide professional installation services for a wide range of food processing equipment, including:
-
Solid separators
-
Plate and tubular heat exchangers
-
Mixers, tanks, and kettles
-
Centrifugal pumps and homogenizers
-
Pasteurizers and filling machines
-
Clean-in-Place (CIP) systems, and more
We install complete production lines for the manufacturing of products such as:
beer, milk, yogurt, juices, sauces, concentrates, shrimp, fish, sausages, and other processed foods.
Our turnkey approach ensures efficient, hygienic, and scalable operations, aligned with industry standards and tailored to your specific production goals.
Comprehensive Industrial Installations
We take part in fully integrated installation projects, covering everything from process equipment to the essential industrial utilities and support systems required for efficient plant operation.
Our scope includes:
-
Steam systems
-
Industrial refrigeration
-
Compressed air
-
Treated and process water
-
Wastewater treatment (WWTP)
-
Utilities for packaging, storage, and logistics departments
Thanks to our broad understanding of manufacturing systems, we deliver comprehensive, well-engineered solutionsthat generate real, measurable value for our clients—always aligned with globally recognized Good Manufacturing Practices (GMP).
In addition, we design and fabricate custom equipment based on the specific needs of your process, ensuring compatibility, efficiency, and regulatory compliance.








Food & Beverage Equipments
Alfa Laval Pasteurizers
Pasteurization processes demand the highest standards of safety, hygiene, and process control. In the case of milk pasteurization, this step is both fundamental and legally required under major food safety regulations.
After UHT treatment, aseptic conditions must be maintained, and system reliability becomes critical. That’s why the quality of components, accurate flow control, and the use of efficient, dependable heat exchangers are essential.
At IPM, we integrate Alfa Laval pasteurizers into turnkey production lines to ensure food safety, energy efficiency, and compliance, while preserving the integrity and quality of your final product.
That’s why Alfa Laval, one of the most globally recognized and trusted brands in the industry, is a key part of our integrated offering.
Its high quality standards and proven performance make it a natural fit within IPM’s comprehensive engineering solutions, ensuring that our clients benefit from world-class technology, reliability, and compliance in every project we deliver.